FF-C-450F
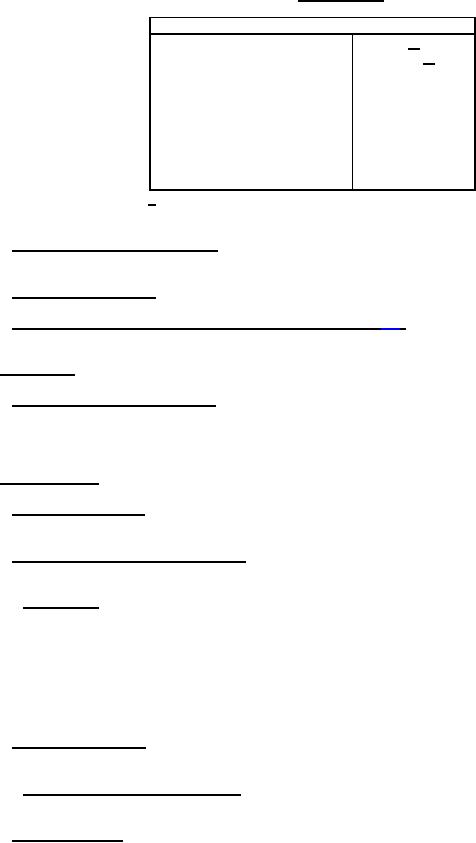
TABLE I. Sampling plan.
Lot Size
Sample size
2
to
8
1/
9
to
15
13 1/
16
to
25
13
26
to
50
13
51
to
90
13
91
to
150
13
151
to
280
20
281
to
500
29
501
to
1,200
34
1,201
to
3,200
42
1/ Indicates entire lot must be inspected or sample size not to exceed lot size.
4.2.3 Sampling for protective finish tests. Sampling for tests of protective finishes shall be in accordance with the
applicable specifications of 3.5.4.
4.2.4 Sampling for torque test. A random sample of types I, II and III clamps, as applicable, see 4.2.2.
4.2.5 Sampling of type IV nuts for magnetic particle inspection (see 6.2). When magnetic particle inspection is
specified in the contract or order, a random sample of type IV nuts shall be taken from each lot see 4.2.2.
4.3 Examination.
4.3.1 Visual and dimensional inspection. Each clamp taken as specified in 4.2.2 shall be examined to verify
compliance with this specification. Examination shall be conducted in accordance with table I. Any clamp in the
sample containing one or more defects shall be rejected and if the number of defective clamps exceeds the
acceptable number for the sample, the lot represented by the sample shall be rejected.
4.4 Test procedures.
4.4.1 Protective coating test. Test of protective coating shall be conducted in accordance with the applicable
specifications of 3.5.4.
4.4.2 Torque test of types I, II, and III clamps. Unless otherwise stated in contract or order, each sample of 4.2.5
4.4.2.1 Test method. Two steel rods, of the same diameter as the wire rope for which the clamp is intended, shall
be inserted in the clamp opening (see figure 1). The clamp nuts shall be tightened with a torque wrench to the
applicable torque values specified in table II. Tightening shall be accomplished progressively by applying torque
alternately to each nut in increments of ten percent of the maximum torque values for the size clamp being tested.
The maximum torque on each nut shall be held for ten minutes. After the ten minute period, clamps shall be
disassembled and visually examined for distortion, then tested by being reassembled and disassembled by hand
without tools. Clamps unable to perform this test shall be considered defective. This torque test does not apply to
type IV clamps.
4.4.3 Test of type IV clamps. The contractor shall furnish an Underwriter's Laboratories, Inc. approved test report.
When this listing is not available, the contractor shall submit proof that the clamp grip conforms to 3.6.2.
4.4.3.1 Magnetic particle test of type IV nuts. When specified in the contract or order, type IV nuts shall be
examined and tested in accordance with ASTM-E1444 (see 6.2).
4.4.4 Malleable-iron test. When malleable-iron saddles (type I, class 2 clamps) are specified, the contractor shall
furnish, prior to production, a test report by a laboratory acceptable to the Government that the malleable-iron
6
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business